
Table of Contents

Double belt conveyor: Overview, Features and Benefits
A conveyor system is a critical part of any manufacturing process that moves products from one place to another. It can help minimize manual labor, reduce production time and cost. Among many types of conveyor systems, the double belt conveyor has been gaining popularity in recent years. In this article, we will discuss what double belt conveyor is, its features, benefits, and applications.
What is a Double Belt Conveyor?
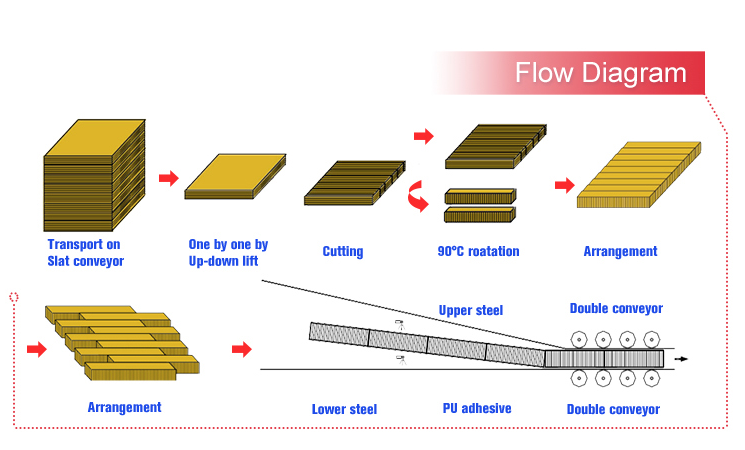
A double belt conveyor is a type of conveyor system that consists of two parallel belts, each with its own motor and driving system. The belts are typically made of rubber, PVC, or other similar materials that are durable and flexible. The two belts travel at different speeds, allowing the conveyed material to be transferred smoothly from one belt to another. The double belt conveyor is ideal for handling a wide range of products, from small to large and heavy items, as well as delicate or fragile materials.
Features of Double Belt Conveyor
The following are some of the key features of a double belt conveyor:
- Flexible and adaptable for various product sizes and shapes;
- Capable of handling heavy loads;
- Two independent belts system provides precise control and accuracy;
- Allows for gentle handling of fragile or delicate materials;
- Customizable design and configurations to meet specific production requirements;
- Easy to install and maintain, with minimal downtime for repairs or replacements.
Benefits of Double Belt Conveyor
The double belt conveyor offers numerous benefits that make it an advantageous choice for many industries:
- Increases productivity and efficiency by reducing manual labor and production time;
- Improves product quality by handling products gently and accurately;
- Reduces the risk of damage or contamination to the product;
- Facilitates easy and smooth transportation of items from one location to another;
- Improves safety by minimizing the chances of workplace accidents;
- Cost-effective and long-lasting investment that offers a good return.
Applications of Double Belt Conveyor
The double belt conveyor is widely used in various industries and applications, including:
- Automotive and transportation: for conveying auto parts, engines, tires, and other similar products;
- Food and beverage: for conveying food and beverage products, such as bottles, cans, fruits, and vegetables;
- Pharmaceutical and medical: for conveying drugs, medical supplies, surgical tools, and similar products;
- E-commerce and retail: for transporting boxes, packages, and other miscellaneous products in warehouses and distribution centers.
Conclusion
The double belt conveyor is an essential part of modern manufacturing processes. Its unique features and benefits make it an ideal choice for industries that require efficient and safe handling of products. By understanding its functionalities and applications, businesses can streamline their operations, minimize production time, and maximize profits.
Potential Long-tail SEO Keywords
- Double belt conveyor system for heavy loads
- Customizable double belt conveyor design
- Double belt conveyor for delicate materials
- Efficient and cost-effective double belt conveyor
- Double belt conveyor for automotive industry
- Safe handling with double belt conveyor
- Smooth transportation with double belt conveyor