The Versatility of Double belt conveyor: An Informative Guide
Introduction
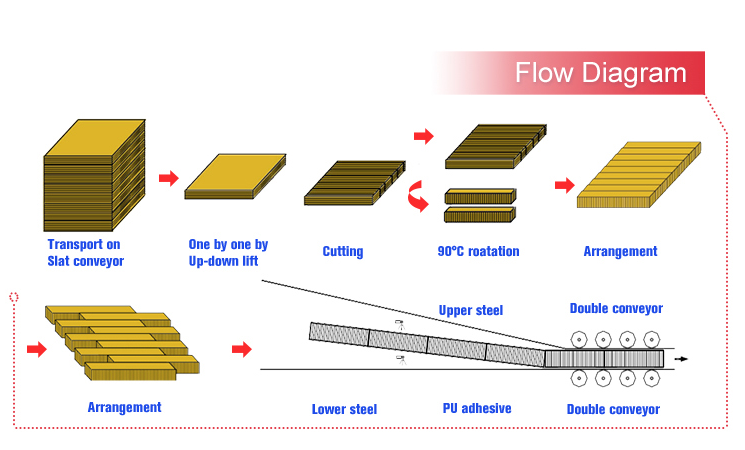
Double belt conveyor is an efficient and affordable way to move materials from point A to point B, or from one process to another. The design of this conveyor allows for two belts to run parallel to each other with a small gap, making it an efficient solution for transporting a variety of materials. In this informative guide, we'll explore the benefits and applications of double belt conveyor in different industries.
Benefits of Double Belt Conveyor
Double belt conveyor offers a range of benefits, including fast and efficient transportation of materials with minimal downtime. The parallel belts move at the same speed, ensuring an even distribution of materials. Additionally, the small gap between the belts reduces the risk of material spillage or accumulation. This feature also provides a smooth transfer of products between processes, eliminating the need for manual handling, saving time and reducing the risk of injury.
Application in Manufacturing
Double belt conveyor is an ideal solution for transferring materials in manufacturing plants. It is commonly used to move heavy products, like automotive parts, from one assembly line to another. The parallel belts make it possible for workers to have easy access to both sides of the conveyor, making it easy to load and unload materials. In addition, the design of double belt conveyor allows it to transport materials up or down an incline, ensuring products arrive at the right location without compromising quality.
The Use of Double Belt Conveyor in Agriculture
The agriculture industry has also benefited from the use of double belt conveyor. The conveyor can be used to transport products like fruits, vegetables, and grains, making it easier to move large quantities of crops from one location to another. The design of double belt conveyor also makes it possible to separate products based on size, ensuring that each product is properly sorted.
Application in Mining
Double belt conveyor is widely used in mining operations to move large quantities of materials, including coal, iron ore, and copper. The conveyor can transport materials over long distances, making it an ideal solution for projects that require the movement of materials from mines to processing plants. The parallel belts and adjustable speed controls make it possible to transport materials efficiently and safely.
Double Belt Conveyor in Recycling
The recycling industry has also found double belt conveyor beneficial. The conveyor is used to move recyclable materials from one process to another, ensuring that materials are properly sorted and processed. Double belt conveyor is a versatile solution, as it can transport a range of materials, including paper, glass, plastic, and metal.
Application in Food Processing
In the food processing industry, double belt conveyor is used to transport products like chocolates, snacks, and bakery items. The conveyor's design makes it easy to clean, ensuring that the food products are not contaminated. The conveyor can also transport materials up or down an incline, making it easy to move products from one process to another.
Automation in Double Belt Conveyor
Double belt conveyor can be automated, making it possible to reduce labor costs and improve efficiency. Automated conveyor systems can control speed and direction, ensuring that materials are transported efficiently and safely. Additionally, automated systems can detect problems and make adjustments to ensure that the conveyor continues to operate at peak efficiency.
Double Belt Conveyor Accessories
Aside from the conveyor itself, there are several accessories that can be added to improve its functionality. For instance, double belt conveyor can be equipped with a cleaning system to remove debris that accumulates on the belts. Additionally, sensors can be added to detect problems, like belt damage, and alert the operator.
Conclusion
Double belt conveyor is a versatile and efficient solution for transporting materials in different industries. Its benefits, including fast and efficient transportation of materials with minimal downtime, make it an ideal solution for companies looking to improve their productivity. With automation and accessories, double belt conveyor becomes a reliable and flexible solution for any industry.
double belt conveyor, benefits, manufacturing, agriculture, mining, recycling, food processing, automation, accessories
The Versatility of Double Belt Conveyor: An Informative Guide
Double belt conveyor is an efficient and affordable way to move materials from point A to point B in different industries. Discover its benefits and applications in manufacturing, agriculture, mining, recycling, and food processing.
Quote Inquiry
Contact us!