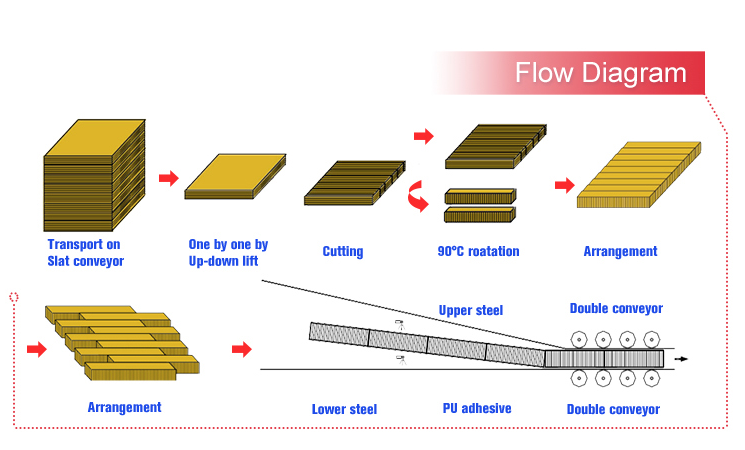


Double belt conveyor system
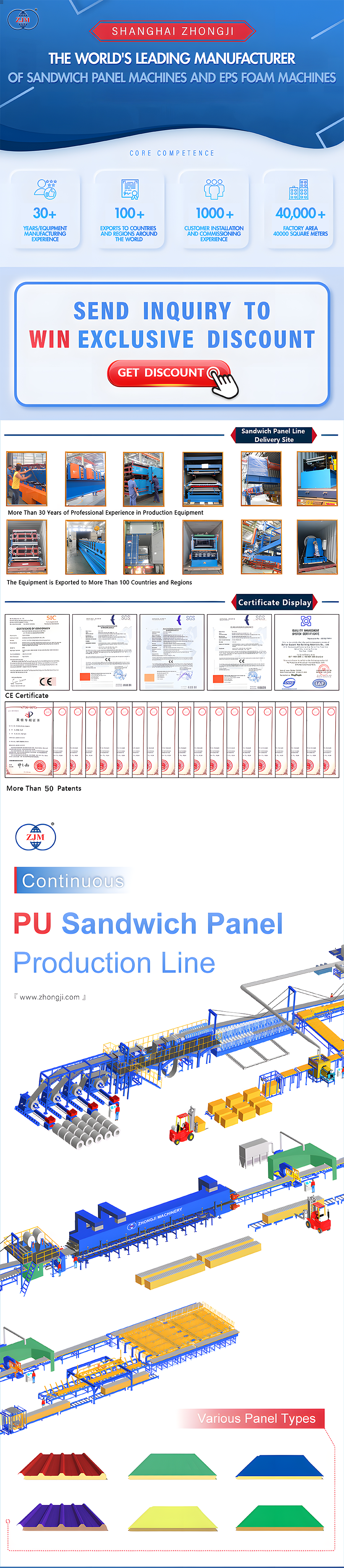
Professional foreign trade factory: engaged in foreign trade for 30 years, factory of 40,000㎡, first-class multi-station processing center
Highly efficient customer service team: 24 hours to provide uninterrupted after-sales service, within 2 hours to reply to your message!
Factory direct price concessions: international recognition of quality, CE certification, ISO9001 certification, apply for patents of all kinds of more than 50 items
The Double Belt Conveyor System: Efficient and Versatile
The Double Belt Conveyor System is a cutting-edge solution for streamlining your material handling processes. Whether you're in the manufacturing, packaging, or logistics industry, this innovative system offers unmatched efficiency and versatility. With its unique design and advanced features, it enables seamless movement of goods, maximizing productivity and minimizing downtime.
Enhanced Efficiency with Dual Belts
One of the key features of the Double Belt Conveyor System is its dual-belt design. This unique configuration allows for simultaneous movement of two different materials or products, significantly enhancing efficiency in material handling operations. By eliminating the need for multiple conveyors or manual transfer of goods, this system saves valuable time and resources, boosting overall productivity.
Flexible Configurations for Diverse Applications
The Double Belt Conveyor System can be tailored to meet the specific requirements of various industries and applications. With adjustable belt speeds, widths, and inclines, this system offers unmatched flexibility in accommodating different types of materials and products. From small and delicate items to heavy and bulky loads, it can handle them all with ease, making it a versatile choice for any material handling operation.
Enhanced Safety Features for Operator Protection
Safety is paramount in any material handling operation, and the Double Belt Conveyor System prioritizes operator protection. Equipped with advanced safety features such as emergency stop buttons, safety guards, and sensors, this system ensures a secure working environment. It minimizes the risk of accidents and injuries, promoting a safe and efficient workflow.
Seamless Integration with Existing Systems
Integrating new equipment with existing systems can be a challenge, but not with the Double Belt Conveyor System. It is designed to seamlessly integrate with your current material handling setup, allowing for easy installation and operation. Whether you need to connect it to other conveyors, sorting machines, or packaging systems, this system ensures smooth workflow continuity without any disruptions.
Effortless Maintenance and Longevity
Keeping your equipment in optimal condition is crucial for maximizing productivity. The Double Belt Conveyor System is designed with effortless maintenance in mind. With easily accessible components and a robust construction, it simplifies routine inspections, cleaning, and repairs. This system's durability and longevity ensure a reliable and efficient material handling solution for years to come.
High Load Capacity for Heavy-Duty Applications
When it comes to heavy-duty applications, the Double Belt Conveyor System delivers exceptional performance. With its high load capacity, this system can handle heavy and bulky items with ease. Whether you're transporting large machinery, construction materials, or other substantial loads, this conveyor system ensures reliable and efficient movement, even in the most demanding environments.
Energy-Efficient Design for Cost Savings
In today's competitive business landscape, cost savings are crucial. The Double Belt Conveyor System is designed with energy efficiency in mind, helping you reduce operational expenses. By minimizing power consumption and optimizing performance, this system enables significant cost savings over time. It is a sustainable solution that benefits both your bottom line and the environment.
Advanced Control Systems for Precise Handling
Precision and accuracy are essential in material handling operations, and the Double Belt Conveyor System delivers just that. Equipped with advanced control systems, this system offers precise handling of goods throughout the entire process. From precise positioning to synchronized movement, it ensures optimal efficiency and minimizes errors, guaranteeing consistent quality and customer satisfaction.
Certificates
Our company, a leading player in the manufacturing of metal cold forming equipment, boasts an impressive array of industry certificates that highlight our commitment to excellence. These credentials, earned over the past years, serve as a testament to our expertise and the high quality of our products. With our cutting-edge technology and innovative processes, we offer significant advantages over our competitors. Our equipment is renowned for its precision, efficiency, and reliability, ensuring seamless operations and minimizing downtime for our customers. We take pride in our ability to deliver tailored solutions that meet the unique requirements of various industries, enabling our clients to enhance their productivity and profitability. Furthermore, our dedicated team of experts provides exceptional customer support, offering timely assistance and comprehensive guidance throughout the entire lifecycle of our products. By choosing our company, customers can be confident in their decision to invest in top-of-the-line metal cold forming equipment that will give them a competitive edge in the industry.